Granulateur automatique en plastique
Le corps principal du granulateur en plastique est une extrudeuse composée d'un système d'extrusion, d'un système de transmission et d'un système de chauffage et de refroidissement.
1. Système d'extrusion : Le système d'extrusion comprend une vis, un baril, une trémie, une tête de machine et un moule. Le plastique est plastifié en une masse fondue uniforme par un système d'extrusion et est continuellement continu par la vis sous la pression établie au cours du processus. La tête de l'extrudeuse.
2. Système de transmission : La fonction du système de transmission est d’entraîner la vis. La vitesse de rotation de la vis d'alimentation pendant le processus d'extrusion est généralement composée d'un moteur, d'un réducteur et d'un roulement.
3. Dispositif de chauffage et de refroidissement : Le chauffage et le refroidissement sont des conditions nécessaires au processus d’extrusion du plastique.
Granulateur en plastique équipement auxiliaire
La machine auxiliaire du granulateur de plastique comprend principalement : un dispositif de paiement, un dispositif de redressage, un dispositif de préchauffage, un dispositif de refroidissement, un dispositif de traction, un dispositif de dosage, une machine d'essai d'étincelles et un dispositif de réception de fil. L'utilisation de l'unité d'extrusion est différente pour ses équipements auxiliaires en option. Par exemple, il existe également des massicots, des souffleurs, des appareils d'impression, etc.
Appareil de lissage :
L'un des types courants de déchets d'extrusion de plastique est l'excentricité, et le cintrage de divers types d'âmes métalliques est l'une des raisons importantes de l'excentricité de l'isolation. Lors de l'extrusion de la gaine, les rayures sur la surface de la gaine sont également souvent causées par la flexion de l'âme. Les principaux types de dispositifs de redressage sont : le type à tambour (divisé en horizontal et vertical) ; type de poulie (divisé en poulie simple et groupe de poulies) ; type de treuil, qui combine traînée, redressage et tension stable ; Type de rouleau presseur (divisé en horizontal et vertical).


Granulateur en plastique préchauffeur :
Le préchauffage des câbles est nécessaire à la fois pour l’extrusion de l’isolant et de la gaine. Pour la couche isolante, en particulier l'isolation en couche mince, l'existence de pores ne peut pas être autorisée et le noyau peut éliminer l'humidité et l'huile de la surface en préchauffant à haute température avant l'extrusion. Pour l'extrusion de la gaine, sa fonction principale est de sécher l'âme pour éviter la possibilité de vides dans la gaine dus à l'humidité (ou à l'humidité entourant le coussin). Le préchauffage évite également que la pression interne du plastique ne soit éteinte lors de l'extrusion.
Lors du processus de compression du plastique, le préchauffage peut éliminer la différence de température disparité formée lorsque le fil froid pénètre dans la tête de la machine à haute température et entre en contact avec le plastique à l'embouchure de la filière, évitant ainsi la fluctuation de la température du plastique et provoquant la fluctuation de l'extrusion. Pression, stabilisant ainsi la quantité d'extrusion et la compression. Qualité.
Le dispositif de préchauffage du noyau chauffant électrique est utilisé dans l'unité d'extrusion, ce qui nécessite une capacité suffisante et une augmentation rapide de la température, de sorte que le préchauffage du noyau et l'efficacité du séchage du noyau soient élevés. La température de préchauffage est limitée par la vitesse de la ligne, et est généralement similaire à la température de la tête.
Granulateur en plastique dispositif de refroidissement :
Une fois la couche d'extrusion de plastique formée, elle doit être refroidie et prise immédiatement après avoir quitté la tête de la machine, sinon elle se déformera sous l'action de la gravité. La méthode de refroidissement est généralement refroidie à l'eau et divisée en trempe et refroidissement lent en fonction de la température de l'eau. La trempe est le refroidissement direct de l'eau froide. La trempe est bénéfique pour la mise en forme du revêtement plastique par extrusion.
Cependant, pour le haut polymère cristallin, en raison du refroidissement rapide, il est facile de créer des contraintes internes résiduelles dans la couche d'extrusion, entraînant des fissures lors de l'utilisation. La couche de plastique est trempée. Le refroidissement lent vise à réduire les contraintes internes du produit. Différentes températures d'eau sont placées dans le réservoir d'eau de refroidissement pour refroidir progressivement le produit. L'extrusion du PE et du PP s'effectue par refroidissement lent, c'est-à-dire à travers de l'eau chaude, de l'eau tiède et de l'eau froide. Trois sections de refroidissement.
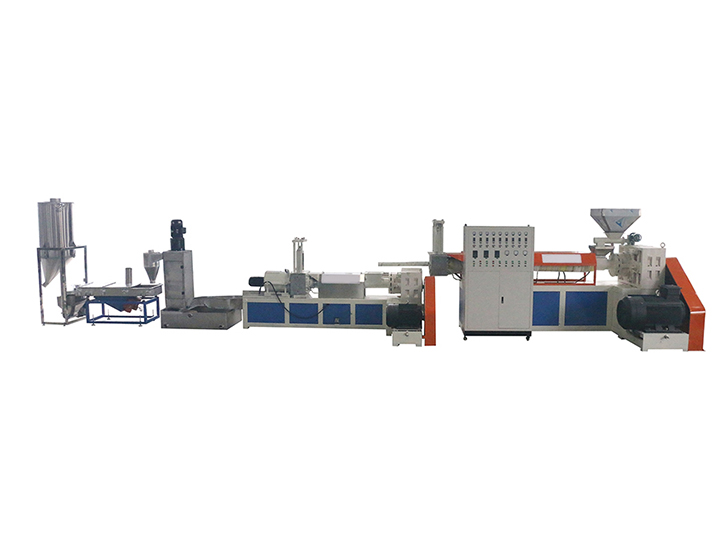
Le processus de recyclage des déchets plastiques est :
recyclage – concassage – nettoyage – séchage – granulation – extrusion (nouveaux produits), tandis que la ligne de granulation occupe une part importante du processus de recyclage du plastique.
Cet ensemble de chaînes d'assemblage a été amélioré à plusieurs reprises et présente les caractéristiques d'un rendement important, d'une faible perte, d'un faible taux de défaillance, d'une utilisation facile et d'un faible coût. La ligne de granulation dispose de différentes méthodes de chauffage, qui peuvent être conçues en fonction de la capacité électrique et du coût du client. Moyens, et en fonction des matériaux et de la production du client, de fournir aux clients des chaînes d'assemblage de qualité et raisonnables.